

Thermal profiling
Encyclopedia
.svg.png)
Each thermal profile is ranked on how it fits in a process window (the specification or tolerance limit). Raw temperature values are normalized in terms of a percentage relative to both the process mean and the window limits. The center of the process window is defined as zero, and the extreme edges of the process window are ±99%. A Process Window Index
Process Window Index
Process Window Index is a statistical measure that quantifies the robustness of a manufacturing process which involves heating and cooling, known as a thermal process...
(PWI) greater than or equal to 100% indicates the profile is outside of the process limitations. A PWI of 99% indicates that the profile is within process limitations, but runs at the edge of the process window. For example, if the process mean is set at 200 °C with the process window calibrated at 180 °C and 220 °C respectively, then a measured value of 188 °C translates to a process window index of −60%.
The method is used in a variety of industrial and laboratory processes, including electronic component assembly, optoelectronics, optics, biochemical engineering, food science, decontamination of hazardous wastes, and geochemical analysis.
Soldering of electronic products
One of the major uses of this method is soldering of electronic assemblies. There are two main types of profiles used today: The Ramp-Soak-Spike (RSS) and the Ramp to Spike (RTS). In modern systems, quality management practices in manufacturing industries have produced automatic process algorithms such as PWI, where soldering ovens come preloaded with extensive electronics and programmable inputs to define and refine process specifications. By using algorithms such as PWI, engineers can calibrate and customize parameters to achieve minimum process variance and a near zero defect rate.Reflow process

Soldering
Soldering is a process in which two or more metal items are joined together by melting and flowing a filler metal into the joint, the filler metal having a lower melting point than the workpiece...
, a thermal profile is a complex set of time-temperature values for a variety of process dimensions such as slope, soak, TAL, and peak. Solder paste
Solder paste
Solder paste sometimes refers to soldering flux that does not contain solder.Solder paste is used to connect the leads of integrated chip packages to attachment points in the circuit patterns on a printed circuit board...
contains a mix of metal, flux
Flux (metallurgy)
In metallurgy, a flux , is a chemical cleaning agent, flowing agent, or purifying agent. Fluxes may have more than one function at a time...
, and solvents that aid in the phase change of the paste from semi-solid, to liquid to vapor; and the metal from solid to liquid. For an effective soldering process, soldering must be carried out under carefully calibrated conditions in a reflow oven
Reflow oven
A reflow oven is a machine used primarily for reflow soldering of surface mount electronic components to printed circuit boards .- Infrared and convection ovens :...
There are two main profile types used today in soldering:
- The Ramp-Soak-Spike (RSS)
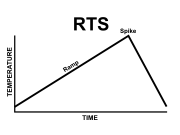
- Ramp to Spike (RTS)
Ramp-Soak-Spike
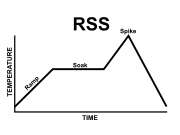
In the soak segment of the profile, the solder paste approaches a phase change. The amount of energy introduced to both the component and the PCB
Printed circuit board
A printed circuit board, or PCB, is used to mechanically support and electrically connect electronic components using conductive pathways, tracks or signal traces etched from copper sheets laminated onto a non-conductive substrate. It is also referred to as printed wiring board or etched wiring...
approaches equilibrium. In this stage, most of the flux evaporates out of the solder paste. The duration of the soak varies for different pastes. The mass of the PCB is another factor that must be considered for the soak duration. An over-rapid heat transfer can cause solder splattering and the production of solder balls, bridging and other defects. If the heat transfer is too slow, the flux concentration may remain high and result in cold solder joints, voids and incomplete reflow.
After the soak segment, the profile enters the ramp-to-peak segment of the profile, which is a given temperature range and time exceeding the melting temperature of the alloy. Successful profiles range in temperature up to 30 °C higher than liquidus, which is approximately 183 °C for eutectic and approximately 217 °C for lead-free.
The final area of this profile is the cooling section. A typical specification for the cool down is usually less than −6 °C/sec (falling slope).
Ramp-to-Spike
Conveyor belt
A conveyor belt consists of two or more pulleys, with a continuous loop of material - the conveyor belt - that rotates about them. One or both of the pulleys are powered, moving the belt and the material on the belt forward. The powered pulley is called the drive pulley while the unpowered pulley...
speed. The peak of the RTS profile is the endpoint of the linear ramp to the peak segment of the profile. The same considerations about defects in an RSS profile also apply to an RTS profile.
When the PCB enters the cooling segment, the negative slope generally is steeper than the rising slope.
Thermocouple attachments
ThermocoupleThermocouple
A thermocouple is a device consisting of two different conductors that produce a voltage proportional to a temperature difference between either end of the pair of conductors. Thermocouples are a widely used type of temperature sensor for measurement and control and can also be used to convert a...
s are two dissimilar metals joined by a welded bead. For a thermocouple to read the temperature at any given point, the welded bead must come in direct contact with the object whose temperatures need to be measured. The two dissimilar wires must remain separate, joined only at the bead; otherwise, the reading is no longer at the welded bead but at the position where the metals first make contact, rendering the reading invalid.
A zigzagging thermocouple reading on a profile graph indicates loosely attached thermocouples. For accurate readings, thermocouples are attached to areas that are dissimilar in terms of mass, location and known trouble spots. Additionally, they should be isolated from air currents. Finally, the placement of several thermocouples should range from populated to less populated areas of the PCB for the best sampling conditions.
Several methods of attachment are used, including epoxy
Epoxy
Epoxy, also known as polyepoxide, is a thermosetting polymer formed from reaction of an epoxide "resin" with polyamine "hardener". Epoxy has a wide range of applications, including fiber-reinforced plastic materials and general purpose adhesives....
, high-temperature solder, Kapton
Kapton
Kapton is a polyimide film developed by DuPont which can remain stable in a wide range of temperatures, from -273 to +400 °C...
and aluminum tape, each with various levels of success for each method.
Epoxies are good at securing TC conductors to the profile board to keep them from becoming entangled in the oven during profiling. Epoxies come in both insulator and conductor formulations The specs need to be checked otherwise an insulator can play a negative role in the collection of profile data. The ability to apply this adhesive in similar quantities and thicknesses is difficult to measure in quantitative terms. This decreases reproducibility. If epoxy is used, properties and specifications of that epoxy must be checked. Epoxy functions within a wide range of temperature tolerances.
The properties of solder used for TC attachment differ from that of electrically connective solder. High temperature solder is not the best choice to use for TC attachment for several reasons. First, it has the same drawbacks as epoxy – the quantity of solder needed to adhere the TC to a substrate varies from location to location. Second, solder is conductive and may short-circuit TCs. Generally, there is a short length of conductor that is exposed to the temperature gradient. Together, this exposed area, along with the physical weld produce an Electromotive Force
Electromotive force
In physics, electromotive force, emf , or electromotance refers to voltage generated by a battery or by the magnetic force according to Faraday's Law, which states that a time varying magnetic field will induce an electric current.It is important to note that the electromotive "force" is not a...
(EMF). Conductors and the weld are placed in a homogeneous environment within the temperature gradient to minimize the effects of EMF.
Kapton tape is one of the most widely used tapes and methods for TC and TC conductor attachment. When several layers are applied, each layer has an additive effect on the insulation and may negatively impact a profile. A disadvantage of this tape is that the PCB has to be very clean and smooth to achieve an airtight cover over the thermocouple weld and conductors. Another disadvantage to Kapton tape is that at temperatures above 200 °C the tape becomes elastic and, hence, the TCs have a tendency to lift off the substrate surface. The result is erroneous readings characterized by jagged lines in the profile.
Aluminum tape comes in various thicknesses and density. Heavier aluminum tape can defuse the heat transfer through the tape and act as an insulator. Low density aluminum tape allows for heat transfer to the EMF-producing area of the TC. The thermal conductivity of the aluminum tape allows for even conduction when the thickness of the tape is fairly consistent in the EMF-producing area of the thermocouple.
Statistical process control
Process capabilityProcess capability
A process is a unique combination of tools, materials, methods, and people engaged in producing a measurable output; for example a manufacturing line for machine parts...
is the ability of a process to produce output within specified limits
Specification (technical standard)
A specification is an explicit set of requirements to be satisfied by a material, product, or service. Should a material, product or service fail to meet one or more of the applicable specifications, it may be referred to as being out of specification;the abbreviation OOS may also be used...
. To help determine whether a manufacturing or business process is in a state of statistical control, process engineers use control chart
Control chart
Control charts, also known as Shewhart charts or process-behaviour charts, in statistical process control are tools used to determine whether or not a manufacturing or business process is in a state of statistical control.- Overview :...
s, which help to predict the future performance of the process based on the current process.
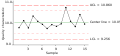
To help determine the capability of a process, statistically determined upper and lower limits are drawn on either side of a process mean
Arithmetic mean
In mathematics and statistics, the arithmetic mean, often referred to as simply the mean or average when the context is clear, is a method to derive the central tendency of a sample space...
on the control chart. The control limits are set at three standard deviation
Standard deviation
Standard deviation is a widely used measure of variability or diversity used in statistics and probability theory. It shows how much variation or "dispersion" there is from the average...
s on either side of the process mean, and are known as the upper control limit (UCL) and lower control limit (LCL) respectively. If the process data plotted on the control chart remains within the control limits over an extended period, then the process is said to be a stable, capable process, denoted by
 .
.By using PWI values, thermal processes can be accurately measured, analyzed, compared, and tracked at the same level of statistical process control
Statistical process control
Statistical process control is the application of statistical methods to the monitoring and control of a process to ensure that it operates at its full potential to produce conforming product. Under SPC, a process behaves predictably to produce as much conforming product as possible with the least...
and quality control
Quality control
Quality control, or QC for short, is a process by which entities review the quality of all factors involved in production. This approach places an emphasis on three aspects:...
available to other manufacturing processes.
Six Sigma design
The advent of quality managementQuality management
The term Quality management has a specific meaning within many business sectors. This specific definition, which does not aim to assure 'good quality' by the more general definition , can be considered to have four main components: quality planning, quality control, quality assurance and quality...
practices in manufacturing in the 1980s led to the concept of Six Sigma
Six Sigma
Six Sigma is a business management strategy originally developed by Motorola, USA in 1986. , it is widely used in many sectors of industry.Six Sigma seeks to improve the quality of process outputs by identifying and removing the causes of defects and minimizing variability in manufacturing and...
at Motorola
Motorola
Motorola, Inc. was an American multinational telecommunications company based in Schaumburg, Illinois, which was eventually divided into two independent public companies, Motorola Mobility and Motorola Solutions on January 4, 2011, after losing $4.3 billion from 2007 to 2009...
as a means to effectively measure defect rates. Six Sigma seeks to improve the quality of process outputs by identifying and removing the causes of defects (errors) and variation in manufacturing
Manufacturing
Manufacturing is the use of machines, tools and labor to produce goods for use or sale. The term may refer to a range of human activity, from handicraft to high tech, but is most commonly applied to industrial production, in which raw materials are transformed into finished goods on a large scale...
and business process
Business process
A business process or business method is a collection of related, structured activities or tasks that produce a specific service or product for a particular customer or customers...
es. It uses a set of quality management methods that include statistical methods
Statistics
Statistics is the study of the collection, organization, analysis, and interpretation of data. It deals with all aspects of this, including the planning of data collection in terms of the design of surveys and experiments....
. Each Six Sigma project carried out within an organization follows a defined sequence of steps and has quantified financial targets (cost reduction or profit increase). Design for Six Sigma
Design for Six Sigma
Design for Six Sigma is a separate and emerging business-process management methodology related to traditional Six Sigma. While the tools and order used in Six Sigma require a process to be in place and functioning, DFSS has the objective of determining the needs of customers and the business, and...
(DFSS) is a separate methodology related to traditional Six Sigma. While the tools and order used in Six Sigma require a process to be in place and functioning, DFSS determines the needs of customers and the business, and inserts them into the product solution. DFSS is relevant to the complex system/product synthesis phase, especially in the context of unprecedented system development. The Design Measure Analyze Improve Control (DMAIC) is one such process used in manufacturing.
Define
In the Define phase, process specifications are defined. Current reflow soldering ovens are preloaded with extensive electronics and programmable inputs where these process specifications can be defined. Several profile software packages come with a pre-loaded library of solder specs that can be used during the manufacturing process. For additional accuracy, the manufacturer's data sheet also can be used to define the specs. In addition, component temperatures and other parameters such as the slope and peak values can be defined and customized. For example the soldering paste used might have a tolerance of a maximum peak temperature of 250 °C, but one of the components used might not be able to tolerate such a high value, and thus the process window can be adjusted to ensure that the peak of the process does not exceed the highest tolerance value of the component. Further, some software profiling packages may come with additional functionality to define specific segments in the profile. For example, more than one rising slope can be defined for the reflow processes.Measure and analyze
In the Measure stage, key aspects of the current process are measured and relevant data is collected. To identify the thermal profile, several parameters need to be measured. To ensure repeatability, profiling software includes both automatic distance measurements and temperature triggers. The air TC feature of modern systems such as KIC’s does away with the need to manually trigger the profile run. To check if the process is within specifications, the profile graph can be used as a graphical indicator.- Profiles that are generated by a specifications from the solder paste manufacturer, component suppliers, and substrate tolerances.
- The set points of the oven heating zones are selected.
- The oven conveyor speed is set.
- The profiler set points are the same as the oven heating zone set points.
- The profiler oven conveyor speed is the same as the oven.
- The reported number of heating zones is the same as the number of oven conveyor speed.
- Any change in the set points of the oven must be changed to the profiler software.
The solder paste library of profiling software provides several choices:
| Specification | Description |
|---|---|
| Maximum Slope Between Temperatures | The specification looks at a specific temperature range to know the slope. This also can be used to determine the ideal slope range, and the time that needs to be set to measure the slope. The default value is usually set to 20 seconds. Slope calculation is important for component and solder paste tolerances. |
| Maximum Rising Slope (Ramp Rate) | The Maximum Rising Slope, or Ramp Rate, looks at the whole profile, specifically the steepest slope over the entire profile. At this stage of the reflow process, the temperature rise from ambient to the first heating zone has the greatest potential for component damage. Also, solder ball spatter from a high ramp rate might occur. The parameters are measured in degrees per second as temperatures increase. |
| Maximum Falling Slope (Cooling Rate) | Proper cooling is necessary for any thermal process. Some specs require rapid cooling. Depending on the profiling software, the maximum falling slope or cooling rate can be used to define the limit of the cooling rate or specify a certain decrease in degrees per second over a given time. |
| Preheat/Soak | Preheat and Soak typically are listed as two separate inputs in most profiling software. Often, they are the same parameters. The term preheat is sometimes used as the process type for wave soldering Wave soldering Wave soldering is a large-scale soldering process by which electronic components are soldered to a printed circuit board to form an electronic assembly. The name is derived from the use of waves of molten solder to attach metal components to the PCB... while soak is used for reflow. More commonly, the initial ramp from ambient is called preheat and the relatively flat section from that initial ramp to the reflow spike is called soak. Several solder paste specifications specify the soak specification for a longer duration and the preheat is a shorter duration with a higher ramp rate. However, this is defined by the solder paste manufacturer, who determines the desired specification for the intended performance of their solder paste. |
| Time Above Liquidus (TAL) | This is the most important parameter especially in lead-free soldering. TAL is the time above maximum temperature at which crystals can co-exist with the melt in thermodynamic equilibrium Thermodynamic equilibrium In thermodynamics, a thermodynamic system is said to be in thermodynamic equilibrium when it is in thermal equilibrium, mechanical equilibrium, radiative equilibrium, and chemical equilibrium. The word equilibrium means a state of balance... . Below the liquidus temperature more and more crystals begin to form in the melt over time. While exposure to the higher temperatures of TAL can be destructive, the duration necessary to achieve effective phase changes of the solder paste is not harmful. To minimize destruction, the completion of this phase is carried out as quickly as possible. If the process is repeated several times, changes do occur in the PCB and destruction might occur. Many PCBs undergo both top- and bottom-side reflow. Occasionally, a third reflow is required to attach specific components and wave soldering and rework may be needed to be factored into the equation for the same PCB. |
| Peak | The component manufacturer's peak spec comes with the tolerance values – a "Do Not Exceed" value, in contrast to the solder paste manufacturer's spec that calls for a peak range. To ensure a smooth solder job, and keep the number of defects to a minimum, a peak value has to be calibrated remains within the component manufacturer's tolerance values while still completing reflow. |
| Maximum Exit Temperature | Two values are listed at this phase – temperature and distance. Temperature is the desired exit temperature and distance is determined by the location of the product in the oven or at the exit. The product board sensor determines the calculation of this value. |
For some inputs, such as slope, preheat, soak and TAL, multiples of the same input can be defined. For example, more than one slope can be defined for a process. The Measure stage for thermal profiling also combines the Analyze stage of the DMAIC methodology.
Improve and control
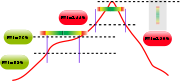
One such algorithm is the Process Window Index (PWI). Each thermal profile is ranked on how it fits in a process window (the specification or tolerance limit). Raw temperature values are normalized in terms of a percentage relative to both the process mean and the window limits. The center of the process window is defined as zero, and the extreme edges of the process window are ±99%. A PWI greater than or equal to 100% indicates that the profile does not process the product within specification. A PWI of 99% indicates that the profile processes the product within specification, but runs at the edge of the process window. For example, if the process mean is set at 200 °C, with the process window calibrated at 180 °C and 220 °C respectively; then a measured value of 188 °C translates to a PWI of −60%.
By using PWI values, manufacturers can determine how much of the process window a particular thermal profile uses. A lower PWI value indicates a more robust profile. For maximum efficiency, separate PWI values are computed for peak, slope, reflow, and soak processes of a thermal profile. To avoid the possibility of thermal shock
Thermal shock
Thermal shock is the name given to cracking as a result of rapid temperature change. Glass and ceramic objects are particularly vulnerable to this form of failure, due to their low toughness, low thermal conductivity, and high thermal expansion coefficients...
affecting production, the steepest slope in the thermal profile is determined and leveled. Manufacturers use custom-built software to determine and control the process.The software automatically recalibrates the PWI values for the peak, slope, reflow, and soak processes. By setting PWI values, engineers can ensure that the reflow soldering work does not overheat or cool too quickly.
Having a profile in the center of the spec or at 0% PWI may not always be optimal; other factors may need to be considered. For example, 30% PWI indicates that only 30% of the allowable process window of the solder paste is being used. In practice, a PWI of 65% might produce an improved connection. In this case, at the upper end of the spec as opposed to the center of the range, a joint may solder better. By using algorithms such as PWI, one can redefine the specs to see what a new profile looks like without having to rerun the profile. The allowed range then can be further narrowed to a particular spec, which results in a better joint. One can also affect the Control stage of DMAIC by ensuring that any deviations from target are corrected before they result in defects. By setting up pilot runs to establish process capability, moving on to production, and then setting up control mechanisms to continuously monitor the process, defects can be minimized to the minimum.
Algorithms such as PWI allow engineers to define new values that conform to statistical process indices. These processes allow variances to be kept to a minimum. By reducing the number of defects over a period of time, manufacturers can achieve a value as close as possible to a zero defect output.